
东莞市前通粉末冶金有限公司专业生产、研究、研发粉末冶金
东莞市前通粉末冶金有限公司专业生产、研究、研发粉末冶金
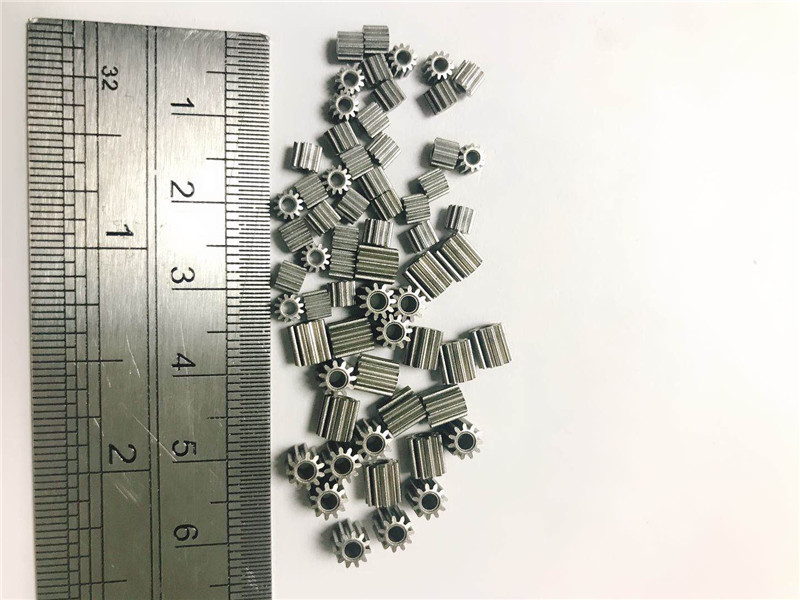
| 品牌 : | 前通 | 型号 : | 960-0012 |
| 模数 : | 20(mm) | 齿数 : | 50 |
| 齿高 : | 5(mm) | 齿宽 : | 10(mm) |
| 重量 : | 15(kg) | 材质 : | 粉末冶金 |
| 外形 : | 齿轮轴 | 适用范围 : | 工业 |
| 齿面硬度 : | 硬齿面 | 齿线形状 : | 直齿轮 |
| 轮齿位置 : | 外齿轮 |
粉末冶金小模数齿轮的办法
(1)生产粉末。粉末的生产进程包括粉末的制取、粉料的混合等进程。为改善粉末的成型性和可塑性一般加入机油、橡胶或白腊等增塑剂。
(2)限制成型。粉末在15-600MPa压力下,压成所需形状。
(3)烧结。在维护气氛的高温炉或真空炉中进行。烧结不同于金属熔化,烧结时至少有一种元素仍处于固态。烧结进程中粉末颗粒间经过扩散、再结晶、熔焊、化合、溶解等一系列的物理化学进程,成为具有必定孔隙度的冶金产品。
(4)后处理。一般情况下,烧结好的制件可直接运用。但关于某些尺寸要求精度高并且有高的硬度、耐磨性的制件还要进行烧结后处理。后处理包括精压、滚压、挤压、淬火、表面淬火、浸油、及熔渗等。
粉末冶金小模数齿轮工艺的工序是:
1、原料粉末的制备。现有的制粉办法大体可分为两类:机械法和物理化学法。而机械法可分为:机械破坏及雾化法;物理化学法又分为:电化腐蚀法、复原法、化合法、复原-化合法、气相堆积法、液相堆积法以及电解法。其间使用最为广泛的是复原法、雾化法和电解法。
2、粉末成型为所需形状的坯块。成型的意图是制得必定形状和尺寸的压坯,并使其具有必定的密度和强度。成型的办法基本上分为加压成型和无压成型。加压成型中使用最多的是模压成型。此外还可运用3D打印技术进行胚块的制作。
3、坯块的烧结。烧结是粉末冶金工艺中的关键性工序。成型后的压坯经过烧结使其得到所要求的终究物理机械性能。烧结又分为单元系烧结和多元系烧结。关于单元系和多元系的固相烧结,烧结温度比所用的金属及合金的熔点低;关于多元系的液相烧结,烧结温度一般比其间难熔成分的熔点低,而高于易熔成分的熔点。除一般烧结外,还有松装烧结、熔浸法、热压法等特殊的烧结工艺。
4、产品的后序处理。烧结后的处理,可以依据产品要求的不同,采纳多种方式。如精整、浸油、机加工、热处理及电镀。此外,近年来一些新工艺如轧制、铸造也使用于粉末冶金材料烧结后的加工,获得较理想的作用。
东莞市大朗镇新马莲村马坑新区4号A栋一楼
13532625858/吴先生
13712929867/张先生
东莞市前通粉末冶金有限公司 版权所有 Copyright @2018 备案号:粤ICP备18025776号 网站地图

